Burr Direction In Sheet Metal

Metal Blanking Process By Advantage Fabricated Metals
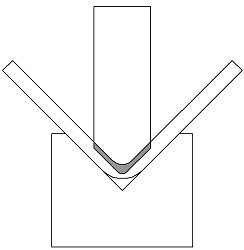
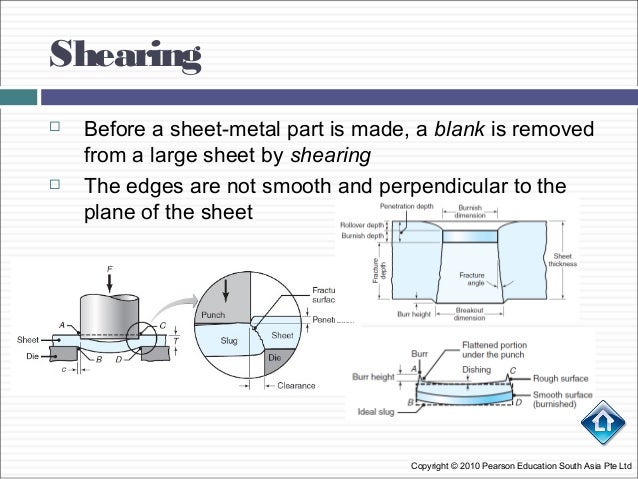
Sheet Metal Cutting Shearing
Sheet Metal Fabrication Basics 7 Strategies For Punching Success

Pin On Gadgets
Metal Stamping And Die Design Blanking Machinemfg
What Is Metal Stamping Esi Engineering

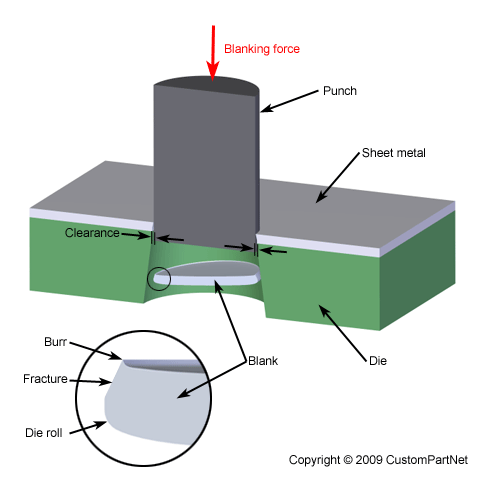
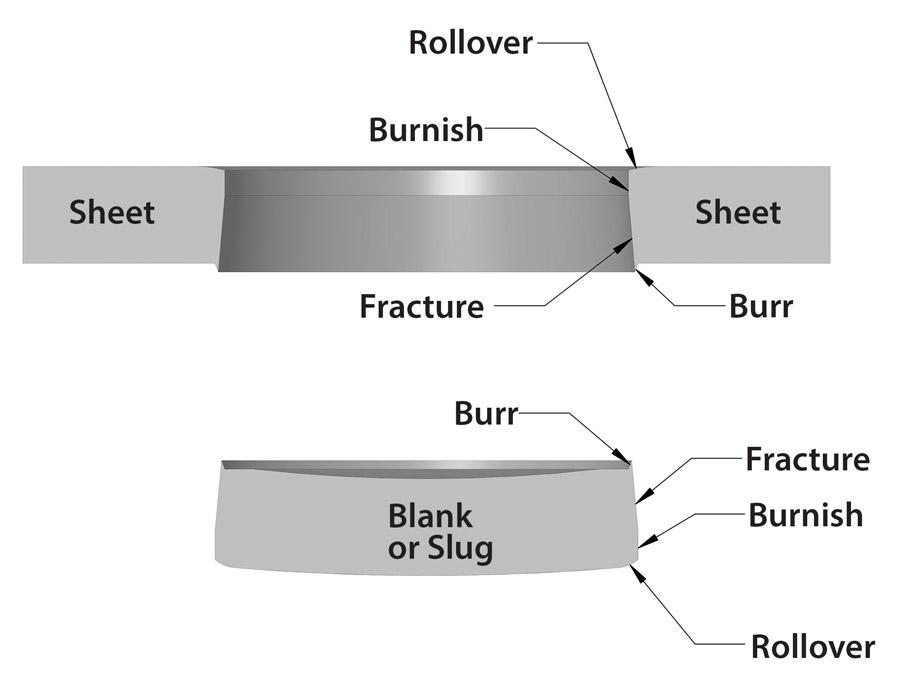
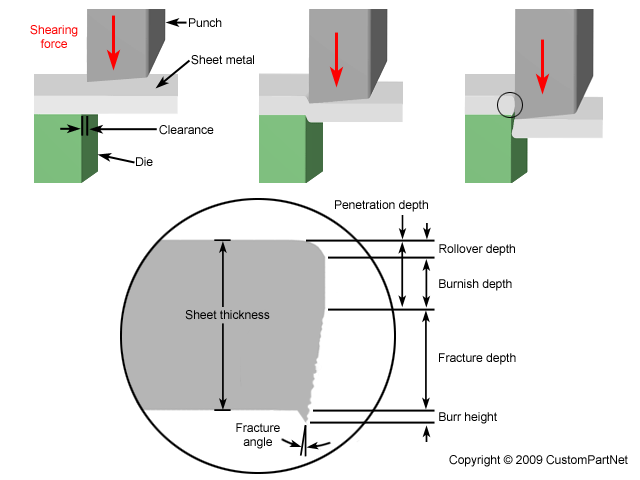
The burr is a thin ridge of material that is formed due to the elongation of metal during the final separation of the sheet.
Burr direction in sheet metal.

Metal Fabrication 101
Press Dies Tutorial Technical Tutorial Misumi

The Effect Of Using A Sprung Stripper In Sheet Metal Cutting Sciencedirect

Sheet Metal Drafting Chapter 3 Wikisource The Free Online Library

Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Nibbler Cutter Drill Attachment Double Head Metal Sheet Wrench And Parts Tool Black Set Discover More By Checking Out The Pi Metal Cutter Drill Metal Sheet
Https Vishalshindeblog Files Wordpress Com 2016 10 Unit 5 Pdf
Sheet Metal Forming Processes And Equipment Machinemfg

Chapter 6 Sheet Metal Forming Anisotropy Another Important Factor Influencing Sheet Metal Forming Is Anisotropy Or Directionally Of The Sheet Ppt Download

Pin On Backyardequip Com
Mold Technology August 2011
Coining Sheet Metal Sheetmetal Me
Methods For Fastening Sheet Metal Without Fasteners Machine Design

Shearing Process Die Cutting Sheet Metal Metal Forming Ppt Engineering Study Materials Youtube

Diesmtc Blogspot Com Equipment Sheet Metal Forming 2

Chemical Composition Of Aluminium Sheet Metal Download Table

Tool And Die Whatsapp 86 15962536891 Plastic Injection Molding Plastic Injection Injection Moulding
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctufq3 Jxgfqe0ucsym7whllvnsnuk5cxim64u4vicbnghgv Jz Usqp Cau
Sheet Metal Processes

Double Headed Sheet Metal Nibbler 360 Degree Illuminate Ultimate Metal Cutter For Straight Circle And Round Cutt In 2020 Metal Cutter Iron Tools Corrugated Metal Roof

Nibbler Cutter Drill Attachment Double Head Metal Sheet In 2020 Metal Cutter Metal Sheet Metal

Double Head Sheet Metal Nibbler Cutter Holder Tool Power Drill Attachment In 2020 Jet Woodworking Tools Woodworking Jigs Sheet Metal

Metal Hole Punch Hand Hole Puncher 1 Ton Manual Sheet Metal Tool Sheet Metal Tools Steel Sheet Metal Metal Tools
Source : pinterest.com
